1 前言
钢是当今人类社会和经济活动的最重要材料,已渗透人们生活的方法面面,是其它材料不可替代的。在全球未来面临不断提高能源利用效率,以及控制温室气体排放和保护环境保护等严峻挑战下,钢材的更广泛应用仍是解决材料问题的关键。2017 年,全球钢产量已达 16.747 亿吨,较上年增长 2.8%。未来世界钢产量将保持持续增长的观点已是行业内外的共识。
然而,未来支撑钢生产的铁元素来源则存在相当的不确定性。传统高炉炼铁面临的节能环保及原燃料适应性压力,各种非高炉炼铁工艺的成熟可靠性,新炼铁方法开发前景,以及废钢的循环使用量等,都将影响着各自在未来炼钢铁源供应中的比重及供给的持续性。本文针对高炉炼铁工艺,尝试分析其未来的地位、面临的挑战,以及应对措施等,以期抛砖引玉,与行业专家同仁共谋我国炼铁健康发展良策。
2 各种炼铁工艺的发展状况及未来适应性
2.1 高炉炼铁工艺
在过去的 20 余年,由于我国高炉炼铁生产的快速发展,带动了全球高炉生铁产量的大幅度增加。2017年,全球高炉生铁的产量达 11.748 亿吨,我国则占其中的 60.5%,达 7.108 亿吨。
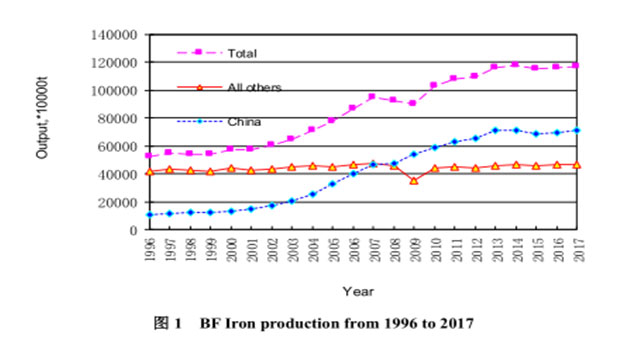
国外高炉生铁总量一直在 4.5 亿吨的规模徘徊。然而,这种总量的不变并非代表着各国生产的稳定,而是一些发达国家生铁产量的下降和一些发展中国家生铁产量的增加,一个综合平衡的结果。见图 1 例如:欧洲(不含俄、乌)的总产量已由 1989 年的 1.442 亿吨降低到 2017 年的 1.065 亿吨,北美(美国,加拿大,墨西哥)的总产量由的 6790 余万吨降低到 2017 年的 3291.5 万吨,其中美国由 5097.8 万吨降低到 2233.5 万吨。而印度的产量则由 1989 年的 1219 万吨增加至 2017 年的 6597.7 万吨。韩国由 1484.6 万吨增加至 4674.4万吨。
上述国内外高炉生铁产量的变化状况,除反映了高炉生产工艺总产量的稳定增长外,也反映出各国和各地区的变化受多种内外因素的影响,如废钢供应,国内经济发展,以及区域市场竞争等,存在需要深入研究的内在驱动力。
2.2 直接还原工艺
直接还原铁作为优质的电炉炼钢原料,一直有很好的市场需求量。而全球由各种直接还原生产工艺生产的直接还原铁 DRI(含热压块铁 HBI)在经历了几十年的艰苦发展后,现已达 2016 年的 7276 万 。
在 2016 年的直接还原铁生产中,气基直接还原工艺生产的比例仍在增加,达到 82.5%,煤基回转窑的比例下降至 17.5%。五个直接还原铁生产大国是:印度 1847 万吨,伊朗 1601 万吨,沙特 589 万吨,俄罗斯570 万吨,墨西哥 531 万吨, 五大生产国占总量的 70.6%。
纵观直接还原工艺的发展历史及现状,可以看出,直接还原工艺中的煤基直接还原工艺,因生产规模小、效率低、以及产品质量差,竞争力较差,发展较慢。气基直接还原虽具有较高的效率,但因以天然气为能源,发展空间和前景有限。对于用煤制气直接还原工艺,工艺的成熟性和经济性仍需严峻考验。
2.3 熔融还原工艺
据报道,近年来世界熔融还原铁的总产量在 600 万吨/年左右,未有大的突破。在三种已工业化的熔融还原工艺中,Corex 工艺除了宝钢一座 C3000 装置从上海搬迁至新疆八钢投产外,未有新的建设项目。Finex工艺于 2014 年 1 月在韩国浦项投产 200 万吨/年的装置后,虽有多个计划的项目,但未见实质启动。Hismelt工艺在澳大利亚的工业示范装置已被搬迁到我国山东,并于 2017 年投产,成为近几年熔融还原工艺发展的新动向。一些新的熔融还原工艺,如 Hisana 工艺,仍在研究开发中。但其开发力度大大减弱,进度也放缓。
分析熔融还原工艺的发展能够认识到,以克服高炉使用焦炭和块状炉料为目标的各种熔融还原工艺,在经过很长一段开发和应用热潮后,一些工艺虽证明了原理的可行性,但无法体现在生产运行方面比高炉炼铁更突出优势。此状况的一个核心问题是,为避开使用焦炭和块状炉料所采取的各种新的工艺流程和方法,都在过程能量利用率和工艺及设备条件等方面付出了额外代价。尤其是各个工艺在能量利用效率方面都很难与高炉竞争,仅生产供给炼钢用的普通铁水,其经济价值难以体现。
2.4 各工艺对未来发展的适应能力及高炉炼铁工艺的定位
未来社会发展对钢铁生产流程提出了两大挑战,一是能量消耗最低,二是 CO2 排放最少。国外研究了“高炉+转炉”,“Finex+转炉”,“直接还原竖炉+电炉”三种流程中的能耗和 CO2 排放情况。三种流程中均配加25%的废钢。得出的结论是:
A.包括煤气发电的能量转换在内,“直接还原竖炉+电炉”流程的净能耗最高(15.34GJ/t 钢水),“高炉+转炉”流程的净能耗最低(14.03GJ/t 钢水)。参见图 2。
B. “高炉+转炉”和“Finex+转炉”流程的直接 CO2 排放量相当,约 1700kg/t 钢水,而“竖炉+电炉”流程的直接 CO2 排放为 600kg/t 钢水,仅为前二者的 35%。但当包括间接 CO2 排放时,“竖炉+电炉”的 CO2 总量为1200kg/t 钢水,是前两者的 65%。参见图 3。
综上所述,高炉炼铁工艺在产量规模和全球普及程度上绝对领先,在适应未来发展要求上,从净能耗的角度占据优势,但在 CO2 的排放上不及直接还原(竖炉)工艺。但考虑到竖炉(气基)工艺的发展局限性和熔融还原的经济性等问题,在世界范围内,高炉炼铁仍将是未来最主要的炼铁工艺。结合我国的资源条件和炼铁发展状态,高炉炼铁则仍将是最适应可预见未来发展的可靠炼铁生产工艺。
3 废钢:高炉炼铁的宿敌?
虽然在各种炼铁工艺中,高炉炼铁最适合于未来发展,但却存在一个最大威胁、甚至是宿敌—废钢。废钢炼钢在吨钢能耗和 CO2 排放量方面的优势,已完胜用高炉铁水炼钢。未来炼钢的废钢使用量将决定高炉炼铁的生产规模。事实上,全球钢铁,特别是北美和欧洲的发展过程,已证实了这种发展趋势。
(1)国外状况
根据国外统计,2014 年,在全球炼钢使用的 18.43 亿吨金属料中,高炉铁水占 63.8%,废钢占 31.7%,直接还原铁(含热压块)4.1%,熔融还原 0.4%。(高炉)铁与钢比为:0.71,扣除我国,则为 0.55。即国外接近一半的钢不是用铁水生产的,其中主要是用废钢。2017 年全球包括我国在内,(高炉)铁钢比为 0.71,(高炉)铁钢产量差距是 5.0 亿吨。这种情况在美国表现的更为突出。2017 年美国产钢 8164 万吨,而高炉铁水仅为 2233.5 万吨,铁钢比低到只有 0.27。
未来世界的钢产量将在 16 亿吨的基础上继续保持甚至增长,但随着全球废钢供应的增加,高炉铁水比例将会相对钢产量逐渐下降或铁水产量绝对下降,这应该是一个必然的趋势。
(2)我国状况
我国钢铁的发展过程也正在验证这个趋势。我国是铁钢比高的国家,由于铸造铁比例高曾长期是铁的产量大于钢的产量,铁钢比大于 1。近年来,钢铁产量均大幅度增长,铁钢比开始出现下降的趋势,从 1996年的 1.05 降低到 2017 的 0.85,而这种铁钢比变化带来的钢和铁产量差已由 1996 年的-500 万吨,拉大到 2017年的 1.21 亿吨。
铁钢比变化的主要内在原因正是炼钢废钢使用量的不断增加。如 2001 年的废钢使用量为 4000 万吨,2016 年则达到 9010 万吨。特别是在 2017 年,随着国家全面取缔地条钢生产,加之炼铁环保限产及停产,使大量废钢流入正规炼钢生产流程,据报道,全年总的废钢消费量达到 1.4 亿吨。
(3)未来高炉炼铁生产
在钢铁生产节能减排,以及废钢供应量不断增加的大趋势下,全球的高炉炼铁产量与钢产量之间的差距将会继续扩大,高炉铁水的总产量会稳中有降。当然这不排除个别地区一段时期的高炉铁水产量增加。
对于我国来说,随着经济从高速增长转变为中速稳定发展,以及一些国家不断增加的贸易保护主义造成的钢材出口量下降,预计在未来一段时间,我国钢产量将保持基本稳定,炼钢对铁源的需求也将保持基本不变。
在这种情况下,炼钢废钢的使用量将决定着高炉生铁的产量。我国的钢铁积蓄量已超过 80 亿吨,废钢供应量超过 1.5 亿/年,而且持续增加。有专家预测,到 2020 年,我国废钢供应会到达 2.7 亿吨。
炼钢使用废钢比使用高炉铁水带来的节能减排优势,在当今我国的钢铁生产节能环保的严格控制的大环境下,更显得突出。如果上述的废钢供应量得以实现,而且质量得以保证,随着电炉减少吃铁水,新建电炉以及新流程电炉投产和转炉增加废钢比,我国高炉炼铁产量开始逐步下降将是大概率事件。当然,根据我国现有的炼铁生产规模和经济竞争性,以及废钢的供应量,在各种综合因素的影响下,在相当一段时间,高炉炼铁虽会产量下降,但仍将保持其巨大的生产规模。
4 高炉炼铁工艺自我完善
面对废钢对高炉炼铁生产的冲击,高炉工艺本身需要不断地自身完善,进一步提高能量利用率,降低CO2 排放,特别是降低生产成本。在现有巨大存量生产规模条件下,高炉工艺如能继续保持生命力,高炉-转炉流程仍将具有足够的竞争力,并为企业赢得生存和发展条件。
4.1 高炉吃废钢或直接还原铁,建立“四元”高炉炉料结构概念
建议将废钢纳入高炉的炉料结构中,形成“烧结矿+球团矿+块矿+废钢”的“四元”高炉入炉原料结构概念,并作为提升高炉炼铁流程的适应能力,提高竞争力的一个重要的措施。当废钢回收成本下降,供应充足,价格降低,或企业正常高炉生产受到限制时,此措施更有吸引力。
废钢作为含金属铁的物料,加入高炉使用将带来炼铁能耗的大幅降低和 CO2 排放的显著减少。高炉吃废钢等金属料在国外已有很多的实践。例如 2013 年,美国的 Gary 钢厂三座高炉(工作容积:1496,1506,1299)炉料中的废钢量分别为 123,118,101kg/t。Middle town 厂高炉(工作容积 1462m 3 ),炉料中除使用 76kg/t 废钢外,还使用 104kg/t 直接还原铁。
我国在全面取缔地条钢的过程中,出现了废钢供大于求的状况,一些钢厂也尝试各种方法在高炉炼铁中使用废钢,甚至许多厂是从铁沟加入,以期增加产量,降低成本。很显然,这种急功近利的做法存在许多问题,不是行业长期发展所提倡的。
废钢是含铁金属废料的总称,其来源分为自产废钢和社会废钢两大类别。按当前炼钢使用的规范,又分为碳素废钢、合金废钢、钢屑、铁屑、轻薄料等十几个品种,并有相应的质量标准。
提出将废钢纳入高炉炉料系统中,建立“四元炉料结构”的理念,是希望从高炉炼铁工艺的角度出发,建立废钢种类及品质分析评价体系,确定适合于高炉使用的废钢质量标准,以及高炉使用含废钢炉料的操作方法,以期实现高炉使用废钢价值的最大化,扩大废钢的使用量,提升高炉炼铁的竞争力。我国在此方面的基础研究和应用研究还基本处于空白,大量的工作有待行业共同努力来完成。废钢的加工处理,对高炉运行的影响,尤其是加废钢的经济性等方面都要进行深入的研究。 一些大型高炉出铁能力相对固定,加入废钢也会受到很大限制。
4.2 高炉炼铁流程优化
高炉炼铁流程包括焦化、造块(烧结、球团)、高炉热风炉、高炉本体、高炉喷煤、煤气净化、渣处理等多个工序,是一个极其复杂的过程。高炉炼铁流程的优化是提高各相关工序之间的匹配程度,以达到最佳的综合效果。可开展的改进工作举例如下。
(1)不断降低返矿量,实现无返矿炼铁
在当前以烧结矿和块矿为原料的高炉炼铁工艺流程中,存在大量高炉槽下筛分<5mm 的小颗粒矿(称之为外返矿),以及烧结工艺本身的大量内部返矿。这些返矿通过烧结工艺进行循环使用。从单纯技术角度,这是为控制入炉料的粉末含量,保证高炉料柱透气性所必须采取的工艺措施。
然而,大量返矿的循环烧结增加了物料倒运成本、更主要的是造成烧结工序能耗增加、并带来了烟气及污染物排放量的增加,最终导致炼铁成本上升。返矿循环被认为是高炉炼铁流程的内在缺陷。
不断降低返矿率一直是行业努力的方向。国外先进企业已达到 140kg/t 烧结矿的水平。某国外高炉甚至将高炉槽下的返矿全部加入高炉,实现高炉零返矿。我国平均的返矿量仍较高,一些企业的总返矿量高达500~800kg/t 铁,由此反映出我国炼铁企业降低返矿循环量的任务迫切,同时潜力巨大。
设想降低返矿量的终极目标是实现无返矿炼铁 ,即返矿全部入高炉,其中,>1mm 的颗粒矿部分从炉顶加入高炉。≤1mm 的粉尘部分可采取风口喷吹或冷压块的方式使用。当然,从实际工程的角度,也可与其它粉尘一起配加到烧结混合料中利用。(参见图 4)。
实现无返矿炼铁工艺的关键在于高炉接收颗粒矿的能力。研究发现,高炉炉顶加料可允许的铁料粒度下限是 0.2mm。实际高炉通过对炉料 RDI 性能的改进以及综合布料和煤气流控制,能够接纳大量小于 5mm的颗粒矿。
当然,无返矿炼铁工艺的实现还需要大量的研究开发工作,包括传统理念的转变,无返矿烧结时烧结矿质量保证,高炉透气性控制等。
(2)全焦入炉
焦炭是保证高炉炼铁工艺稳定运行的关键。焦炭消耗量是决定高炉炼铁竞争力的关键因素之一。当前,高炉仅使用大块焦和一定粒度以上的小块焦,有相当数量的焦粉及生产焦炭的主要副产品焦炉煤气,没有直接用于高炉。
全焦入炉是将焦化生产的全部焦炭(含焦丁及焦粉)及焦炉煤气全部用于高炉,实现炼铁的焦炭成本最小化。工作的重点是焦粉入炉和焦炉煤气喷吹。
① 焦粉入炉
焦粉首先产生于焦化厂的出焦、熄焦、运焦、筛焦过程中,约占 3~5%(<5mm),其次是在高炉槽下筛分过程(此处粒度更大,通常<10mm),二者总量在 30-50kg/t 铁。 此焦粉一般送往烧结厂,经过进一步破碎至<3mm 后,配加到烧结混合料中作为固体燃料使用。
研究认为,焦粉可以全部在高炉得到使用,且经济价值显著。焦粉入炉的工艺流程是将焦粉进一步筛分,其中的颗粒部分与入炉铁料混合,从高炉炉顶加入。而粉末部分则加到喷吹原煤中,经制粉和喷吹系统,与煤粉一起喷入高炉。焦粉筛分的粒度分界线是关键参数,研究发现,高炉煤气带走的焦粉粒度均小于 1mm,意味着大部分焦粉能够从炉顶加入。少部分细粒度焦粉则走喷吹工艺,简便易行。
我国的一些企业高炉槽下焦丁筛的尺寸大,且采用棒条筛或梳型筛,因一维筛分加之棒条磨损,筛下的焦粉量大,造成大量浪费。采用焦粉入炉方法可有效解决此问题。小粒级焦粉加入喷吹煤粉中一起喷入高炉技术上可行,并能减少对风口理论燃烧温度的影响,增加喷吹量。
② 焦炉煤气喷吹
焦炉煤气是焦化的主要副产品,产量约 420m 3 /t 焦,是高氢(约 60%)和高甲烷含量(约 25-30%)的优质气体,现主要用做烧燃料加热和发电等。焦炉煤气喷吹是将焦炉煤气加压后,通过高炉风口喷入,从而起到降低焦比和煤比的作用。
研究表明,焦炉煤气用于高炉喷吹,与其它多个用途(燃料,发电,制氢,甲醇,直接还原)相比,具有明显的优势:能量利用率高、能发挥其含氢量高的特点,改善高炉还原过程,降低高炉固体燃料比效果好,高炉混喷焦炉煤气喷吹量大,且调节灵活方便,是能量优化的最佳方案。国外的焦炉煤气喷吹实践和国内开展的多次工业试验及应用已证明其经济价值。对于仍存在焦炉煤气不同程度放散现象的企业,高炉混喷是杜绝此现象的最佳手段。
(3)高炉复合喷吹
风口喷吹已是高炉燃料输入的重要组成部分。高炉复合喷吹(简称混喷)是根据资源条件的变化,改变喷吹物料的组成,实现高炉最佳喷吹效果,代表了高炉喷吹的技术发展方向,也是高炉炼铁流程中喷吹工序与高炉工序优化结合的重要内容。
北美的多数高炉均长期采取了煤与天然气的混喷,实现了最低燃料成本。欧洲某些高炉在喷煤的基础上、设置喷重油、喷废塑料、喷焦炉煤气、喷废油等设施,可实现不同方式的混喷。
我国尚未开展高炉混喷的生产实践。但通过研究发现,在高炉混喷方面有很大的发展潜力,在混喷燃料的种类上也有多种选择,除上面的混喷焦炉煤气外,天然气、焦油、废塑料、废油等,在某些特定条件下,都可成为混喷的选择。
对于现代高炉,应配备灵活的混喷系统,以体现其适应不同时期不同燃料条件的能力,持续保持最佳的喷吹经济效益。
(4)热风炉高效送风
热风炉高效送风是在热风炉稳定送风的基础上,进一步优化鼓风组成和改进送风系统,为高炉提供最佳品质的热风。主要内容包括:① 根据高炉风口燃烧温度的要求,自动调节鼓风参数,实现恒理燃送风。② 降低送风系统、尤其是风口的冷却热损失,有效提高实际入炉热风温度。
(5)其它
在高炉炼铁流程中,还存在许多工序之间需要深入研究的方面。如,能否实现高炉热矿热焦入炉,使能量流更合理,如何有效回收高炉炉渣的显热等。这些理论上可行,但距离工业应用还有很大距离的项目,需要研发单位与生产企业密切合作和持久的努力。
4.3 高炉炼铁工艺操作控制的改进提高
相对高炉炼铁工序之间的大量优化改进,在各工序内部更存许多需要不断提高完善的地方,举例分析如下。
(1)提高高炉操作者的专业素质,提升高炉运行的把控能力
高炉运行指标虽在很大程度上受原燃料质量的影响,但最终的决定因素是高炉操作者的操作水平。遗憾的是,我国炼铁的快速扩张使得相当部分企业的高炉操作者,在未得到足够的专业知识教育和专业技能培训的情况下,匆忙上岗,成为提高高炉运行稳定性和指标持续改善的最大短板。
现代高炉炼铁要求高炉操作者要具备扎实的冶金物理化学知识,同时要掌握高炉冶炼过程的原理,高炉运行中各种现象的本质和相互联系,要认清高炉运行的复杂性,理解控制手段的两面甚至多面性,即要“知道如何做,更知道为何做”。操作者如果在高炉渣皮脱落与生降的关系,高炉悬料塌料的起因,喷煤控制炉缸热状态的机理,以及不同铁口铁水不均的根源等方面,还存在一些模糊认识,由此采取不当的操作并产生负面效果,则在所难免。此类现象在国内一些企业还有现当代表性,亟待改进。
因此,高炉操作者拥有基本专业教育背景,经过专业技能培训,通过测试检验,应当成为合格高炉操作者的判定标准和上岗必要条件。同时还要给予在岗高炉操作者定期的培训,更新扩展专业和相关知识,充分运用现代技术,不断提高高炉操作水平。这些需要行业学会的努力,更需要企业的重视。
(2)统一高炉操作理念,实行标准化操作制度
随着对高炉内部现象认识的深入和监测控制手段的完善,高炉操作正在从凭经验到靠数据的转变,并向智能化方向发展。操作理念的统一和操作制度的标准化是这一发展的基础。国内外先进的企业在内部已实现了这一目标。然而,我国许多企业在此方面尚存在较大差距,如在布料方式上,仍在争议何种料面形状更合理;在负荷的调整方法上,调焦还是调矿选择随意;在炉缸的热状态控制上,许多仍把煤量作为第一选择;在休复风的渣碱度调整及净焦加入量,以及是否堵风口等方面,更是种类繁多,效果各异;在炉缸烧穿或冻结等事故的处理上,则应变机制不全,造成重大次生损失。还不得不指出的是,以原料条件不同、高炉装备状况有别、以及地区差异等为由,认定操作理念和操作制度区别的合理性,在一些情况下,很可能是影响高炉操作水平提高和高炉生产指标改进的障碍。
因此,应以国内外先进企业的高炉操作理念和操作制度方法为依据,形成全行业的共识和标准,这样才能够有效地促进我国高炉操作整体水平的提高。
(3)应用先进的高炉监控技术
高炉炼铁工艺的技术进步还体现在生产过程监控技术的不断发展和日臻完善。然而,我国一些企业,尤其是中小企业,生产工艺监控系统有缺失、亟待改进。举例如下:
① 高炉炉顶煤气在线分析。
高炉炉顶煤气成分及径向分布是反映炉内能量利用率和冶炼状况的最快捷和最及时的参数,是高炉操作调节所依据的重要信号,是高炉实现布料智能控制的重要支撑条件。炉顶煤气分析系统应是高炉的必备监测装置,且应当得到充分的利用。
② 炉缸热状态监控
目前高炉炉缸热状态的控制仍是根据滞后且不充分和不尽准确的数据(出铁的电偶测温和测硅),采用凭经验进行“后馈”纠正的方法,无法及时消除造成波动的原因,控制效果较差。最新的炉缸热状态控制则是利用恒湿恒理燃鼓风、风口圆周工作状态智能监控、炉内热量消耗波动在线测量及自动控制、渣铁排放温度和体积在线监测等综合技术,实现炉缸热状态的准确监控。
③ 氧煤枪喷煤富氧
国内外研究和实践均证明,采用氧煤枪喷煤,能提高煤粉在风口的燃烧率,从而提高煤比约 10%。而随着高炉的大型化和风温及富氧量的提高,采用带冷却的喷煤枪是解决单筒枪烧损的必然选择。利用富氧的部分高压氧气作为喷煤枪的冷却气,消除了用 N 2 冷却对炉内的不利影响或用压缩空气的成本升高,还达到前面提到的提高煤比作用,一举双得。
④ 高炉钛煤混喷护炉
加钛护炉已是保护炉缸的常规手段。最新的研究和实践表明,在加钛方法上,将含钛物料混入煤粉中,从高炉风口喷入,即钛煤混喷,可以避免炉顶加钛矿/钛球/含钛烧结矿等带来的对高炉散料带、软熔带、滴落带的不利影响,同时能形成炉缸周边高[Ti]含量铁水,在提高护炉效果的同时,使护炉所需的钛负荷成倍降低。钛煤混喷既可发挥热点快速修复的作用,还可起到长期“保健”护炉的效果,灵活简便,应当成为钛矿护炉新手段。
4.4 原料仍然是高炉高效节能和降低成本的基础
(1)保持原料的稳定性则是基础的基础。
多年的实践已经充分证明,炼铁原料的物理化学性能变化必然带来高炉行程的变化。频繁的变料和原料性能的波动,将引起高炉的运行处于波动状态。由于高炉,尤其是大高炉运行的惯性较大,原料波动使高炉重新达到平衡状态所需时间长,尤其是形成稳定软熔带所需的时间较长。原料的频繁波动将使高炉大多数时间在不稳定的非优化的状态运行,高炉很难取得好的指标,成本也难以降低。新的大数据技术结合原料化学成分在线分析将给原料的稳定性提供新的技术解决方案。
(2)合理优化的炉料结构。
对于一个具体的企业,炉料结构的优化取决于许多因素,包括:资源,节能减排,环保,成本,操作习惯等。然而, 由于资源充足,节能环保,增加块矿比例将是一个不可争议的趋势。烧结矿加工成本,包括环保成本比球团高,但烧结以粉矿为主在原料成本上有优势。 球团工艺由于受原料供应和成本限制,在中国很难有大的发展。并且,烧结和球团的成本由于环保因素还在继续升高。高炉加废钢可能增加,但受成本和出铁能力限制,增加不会太快。所以在中国,大多数高炉的炉料结构将是烧结矿加块矿,一些企业是烧结矿加块矿加球团矿。
(3)高炉应加大力度追求低渣量。
在未来低碳和低能耗(不一定低成本)的环境下,高炉低渣量操作在高炉渣热没有有效回收之前仍是大多数高炉提高热效率的最大潜力,因为高炉渣带走的热量是无效的二次能源。渣比小于 270Kg/thm 将是4000m 3 以上高炉的最低要求。提高煤气利用率可直接降低燃料比,如果保持渣量不变,对高炉的热效率提高作用不明显。降低高炉焦比也要大幅度降低渣量。高炉做为铁水的生产设备,同时也可以作为煤气发生炉,如果焦炭成本相对较低,适当提高燃料比,高炉可产生更多的清洁煤气。通过提高煤气利用率,降低高炉燃料比,但煤气热值和煤气量下降,节能作用有限。要降低渣量,高炉要使用低硅烧结矿,高质量矿块矿或球团矿。这里,高品位矿能降低渣比的理念并不准确。高炉渣量更取决于矿石 SiO2 的高低。当然,合适的铝硅比也是降低渣量的关键。烧结矿的 SiO2降到 4.2-4.3%应是今后的努力方向。
5 未来的高炉炼铁流程:用氢还是“跨界组合”?
对于高炉炼铁流程的长远未来,仍无法回避其高 CO2 排放带来的巨大潜在问题。除了在原料组成和工艺本身的完善改进外,人们在探索在高炉中用氢来替代碳或将高炉炼铁与化工生产联合的“跨界组合”方式,来实现 CO2 排放的有效降低。
在用氢替碳方面,德国教授 Peter Schmoele 计算表明 。当用 40kg/t 氢气替代 200kg/t 煤比时,CO2 减排量从 1527kg/tHM 减少到 1235kg/tHM, 降低 292kg/tHM。当然,从当前的价格体系来看,这是完全不经济性的。
采用“跨界组合”的方法,将包括高炉煤气在内的含碳煤气用来生产甲醇、燃料、尿素等,从不同行业的更大和更全面的 CO2 减排方面,看起来提供了更广阔的思维空间。德国蒂森公司已发起并联合一些大公司开展了称之为“Project Carbon2Chem”的研究项目。
6 结语
虽然无法准确预知高炉炼铁工艺的未来,但高炉工艺已取得的巨大优势,以及不断的流程改进和工序完善,加之持续的革新探索,将使高炉炼铁工艺在高效节能和经济性上,长久保持其强大的竞争力。
注:引自《炼铁梦想家》,作者 沙永志 宋阳升